


联系我们

- 钢套钢-油气输送管道优选厂商
- 更衣柜可移动手摇密集柜专业信赖厂家
- 密集架RFID智能密集柜品牌大厂家
- 水下作业水下清理专业承接
- HR-WP-XS825-022-36/36-HL当天出货
- 【水泥压力板】,轻质隔墙板应用领域
- 耐高温尼龙板、耐高温尼龙板生产厂家-找宁垣尼龙板棒件块管齿轮机床加工部
- BR600/780HE高强钢热轧卷现货现发
- SWP-ASR106-1-0/F3行业经验丰富
- 生产WP-LE3Q-C9823HL_诚信厂家
- 粉刷墙面-环氧自流平源头厂家供应
- 【货物升降平台】 双柱简易机械车库厂家直销省心省钱
- 无缝钢管精密钢管厂家品质可靠
- 不锈钢板316L不锈钢板实力厂商
- 精密钢管精密钢管厂家厂家定制
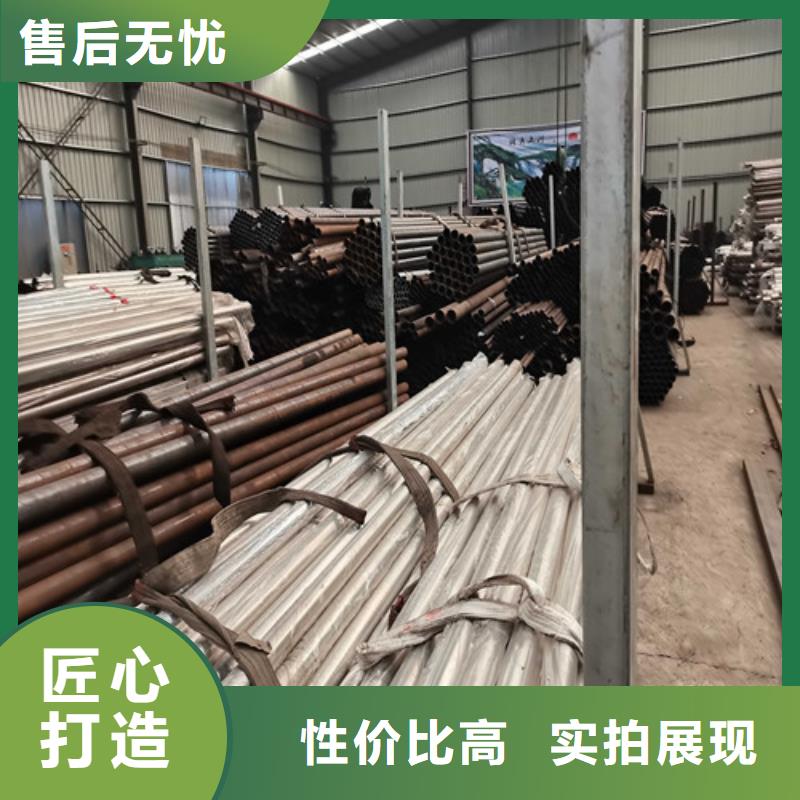
不锈钢复合管护栏产品实拍
更新时间:2025-01-19 20:21:30 浏览次数:3 公司名称:聊城 鑫海达金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 215元/米 |
| 发货期限 | 3-7天 |
| 供货总量 | 8989999 |
| 运费说明 | 电议 |
| 是否厂家 | 是 |
| 发货城市 | 山东 聊城 |
| 产品产地 | 山东 聊城 |
| 可售卖地 | 全国 |
| 适用领域 | 桥梁 道路 公路 公园 景观 |
| 品牌 | 鑫海达 |
| 产地 | 山东 |
| 是否直销 | 厂家直销 |
| 是否定制 | 可定制 |
| 型号 | 201/304/316 |
| 颜色 | 按需喷色 |
| 尺寸 | 按需定做 |
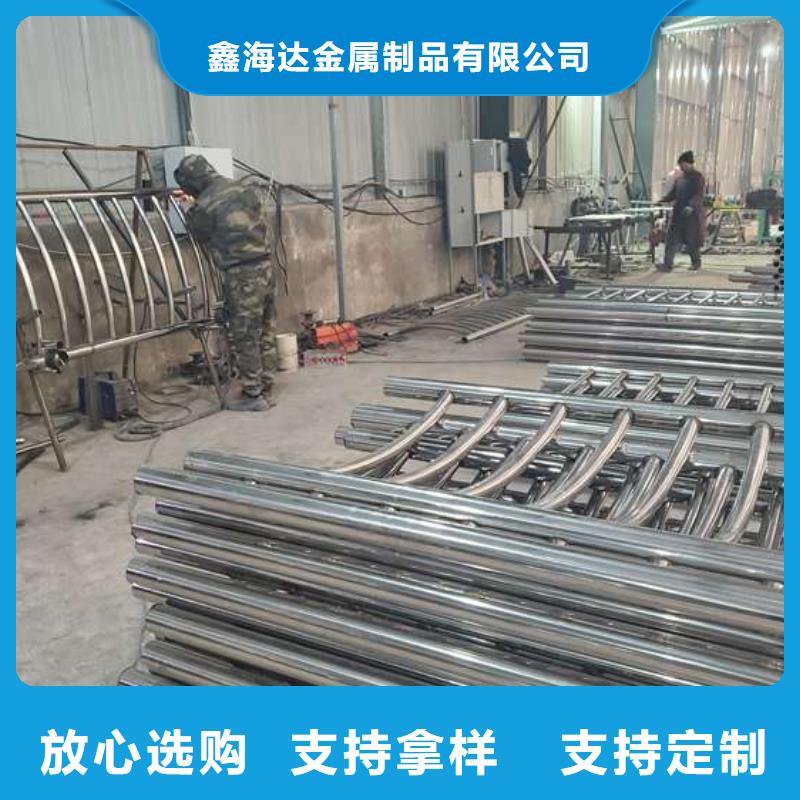





桥梁不锈钢复合管护栏防撞护栏施工要点有哪些
1、防撞护栏高程测量,以护栏顶面高程控制;
2、诱导缝(假缝)拆模后弹线切割,深度5mm。护栏的变形缝与诱导缝应充分考虑与模板接缝统一;
3、护栏顶面必须进行压光处理;
4、混凝土必须分层浇筑,曲面处应加强振捣,减少气泡发生;
5、选用专用的脱模剂,保证混凝土颜色均匀、表面光滑;
6、安装模板时注意预埋件及伸缩缝安装槽口的预留;安装外侧模板使用轮式悬臂小门架,并做好临时固定;
7、混凝土养生采用一布一塑不间断滴灌养生。


如今,很多防撞栏杆的使用期限出现降低的原因,并非是因为频繁的交通事故或者是其他意外事故,对防撞栏杆的本体造成一定的损坏,而是很多的防撞栏杆都是因为锈蚀的问题,使得自身的使用寿命大大的降低。
尤其是对于存在于野外地段,或者是降雨较多的地域的防撞栏杆,这种问题更严重。如何才能够减少这样的现象出现,是生产着必须考虑的一个问题。
1.改变生产材料是降低防撞栏杆锈蚀现象频出的一大方式。现在不锈钢复合管护栏所使用的不锈钢复合管这种金属是所有生产材料中,为低廉,也是容易加工的。不过既然想要在质量上有保证,想能够凭借着不易受到锈蚀这一特点,获得更多的销售订单,那么生产者就得选择使用新型的生产材料。像是碳钢,不锈钢这样的材料,都能够保证产品本体拥有较好的耐蚀性,虽说在生产的成本上或许会有所,但是完全能够以产品的销售量进行抵销。
2.对于防撞栏杆的生产工艺的改进,也是一个产品耐蚀性的一大方式。如在对铁丝进行生产加工之前,使用镀锌技术,从而能够直接产品的耐蚀性能。而在完成整体的生产之后,还可以再使用二次镀锌的技术,增强防撞栏杆所有部件的耐蚀性,大化对锈蚀的防护能力。



不锈钢复合管护栏桥梁护栏立柱隔几米用一个?
桥梁防撞护栏立柱一般2米一个,也有3米5米不等,立柱重量,尺寸,多少米间隔,施工方根据桥长,承受力,环境等因素影响,有专业技术人员计算合理规划。护栏立柱按尺寸重量数量采购即可。
不锈钢复合管护栏型材适用于:市政护栏、道路护栏、公路护栏、河道护栏的立柱型材、还可以适用于各种监狱高防护等级的立柱横梁配套、长可达到6米高度管材厚度1.5-3.5,材质外层为不锈钢材质厚度0.8毫米,内层厚度1.5-2.5毫米,加工工艺与普通钢材一样,可以焊接、切割、弯曲。
现在道路、桥梁等选用的桥梁护栏中不锈钢材质护栏是现在人们选用的较多的一种,为什么这么说呢?因为桥梁防撞护栏在实际应用中可以根据桥梁的颜色、外观来,周围物体的建筑风格来进行相应的组合,达到护栏的审美观;还有点就是护栏长期暴露在外面会是护栏腐蚀减少使用寿命,而桥梁防撞护栏的又是就是有较强的耐腐蚀作用。



鑫海达金属制品有限公司在经过多年的市场淬炼,更是一马当先,秉承:精益求精、品质优胜、技术可靠的服务理念,在产品品质上面进一步前提下,为广大顾客提供优质产品及服务。


不锈钢复合管护栏焊接准备:不锈钢复合管护栏的切开,一般总厚在12mm以下时,选用机械剪切合冷冲压加工等方,不锈钢护栏-不锈钢栏杆-不锈钢复合管护栏-不锈钢复合管栏杆-四川睿武交通科技有限公司加工时复层有必要向下底层向上,不能损伤复层外表和结合处;在底层和复层都较厚的情况下,可选用等离子切开(从复层侧开始切开)和氧-乙炔火焰切开(从基体侧开始,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床进行急剧弯曲,要逐段缓慢加工成形;如果需求热加工成形的话,首先要清洗工件外表油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基体可以空冷,对低合金钢基体要进行保温缓冷。加热温度在700~850℃。

